Thermal spraying
Surface finishes for the present and future
Thermal spraying technology allows creation and application of metal, metal-ceramic and ceramic coatings on all types of metal construction materials - regardless of the condition of the thermal treatment. Neither chemical composition of the base material of the coated panels, nor the condition of the thermal treatment are essential for the application of thermal spraying. The coatings can be applied only to parts with already existing layers – for example nitriding or chromium-plating.
The aim of applying coatings technologies created by thermal spraying is to modify or renovate functional surfaces with specific properties on machinery parts - while reducing manufacturing and operating costs. The technology can be used in primary production, repairing and renovation.
| Spray processes: Classification according to energy carrier |
Process abbreviations | |
| TS by atomising a melt | Molten-bath spraying | MBS |
| TS by means of gaseous or liquid fuels | Wire flame spraying | WFS |
| Hight velocity wire flame spraying | HVWFS | |
| Powder flame spraying | PFS | |
| Hight velocity flame spraying | HVOF | |
| Detonation spraying | DGS | |
| TS by means of expansion of highly pressurised gases without combustion | Cold spraying | CGS |
| TS by means of electric arc or gas discharge | Arc spraying | AS |
| Shrouded arc spraying | SAS | |
| Plazma spraying in air | APS | |
| Shrouded plasma spraying | SPS | |
| Plazma spraying in chumber under vacuum | VPS | |
| Plazma spraying in chumber at pressures exceeding 1 bar | HPPS | |
| Liquid stabilised plasma spraying | LSPS | |
| Inductively coupled plasma spraying | ICPS | |
| TS by means of bundled light stream | Laser spraying | LS |
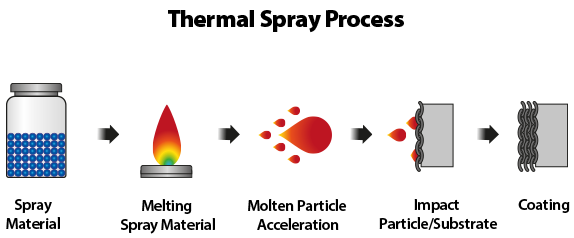
How are the coatings with unique properties created?
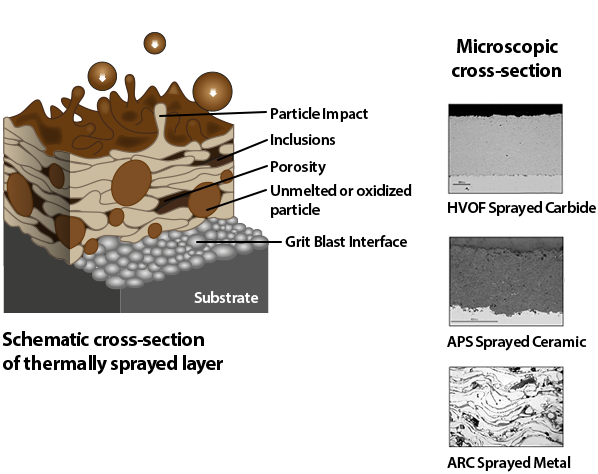
During the coating process, the base material is heated to approx. 100 °C, in exceptional cases up to 150 °C. Consequently, there is no deformation of the coated panel, nor degradation of the base material structure. Generally, the coating process using thermal spraying technologies can be described as melting of the accessory material in the form of powder, wire or rod. Its particles are accelerated and deposited on a prepared, blasted surface of the components. After the impact on the base material, individual particles are partially or completely deformed and cooled, hardened and forming typical structure of the coating very quickly.
Coating thickness ranges from 0.1 mm to several millimeters depending on the method. PLASMAMETAL owns device for all four basic methods of thermal spraying: flame, electric arc, plasma and high-velocity oxy-fuel coating. Our shop is equipped with robotized systems ensuring high reliability and reproducibility of the coating process on different material shapes - rotary, flat and other complex shapes – and, with certain limitations, even in holes.